




Mode humide (recommandé en continu)
Idéal pour béton dense, granite et coupe longue. Il aide à maintenir la constance et à limiter la poussière. Les utilisateurs observent souvent une usure plus régulière et un meilleur confort.

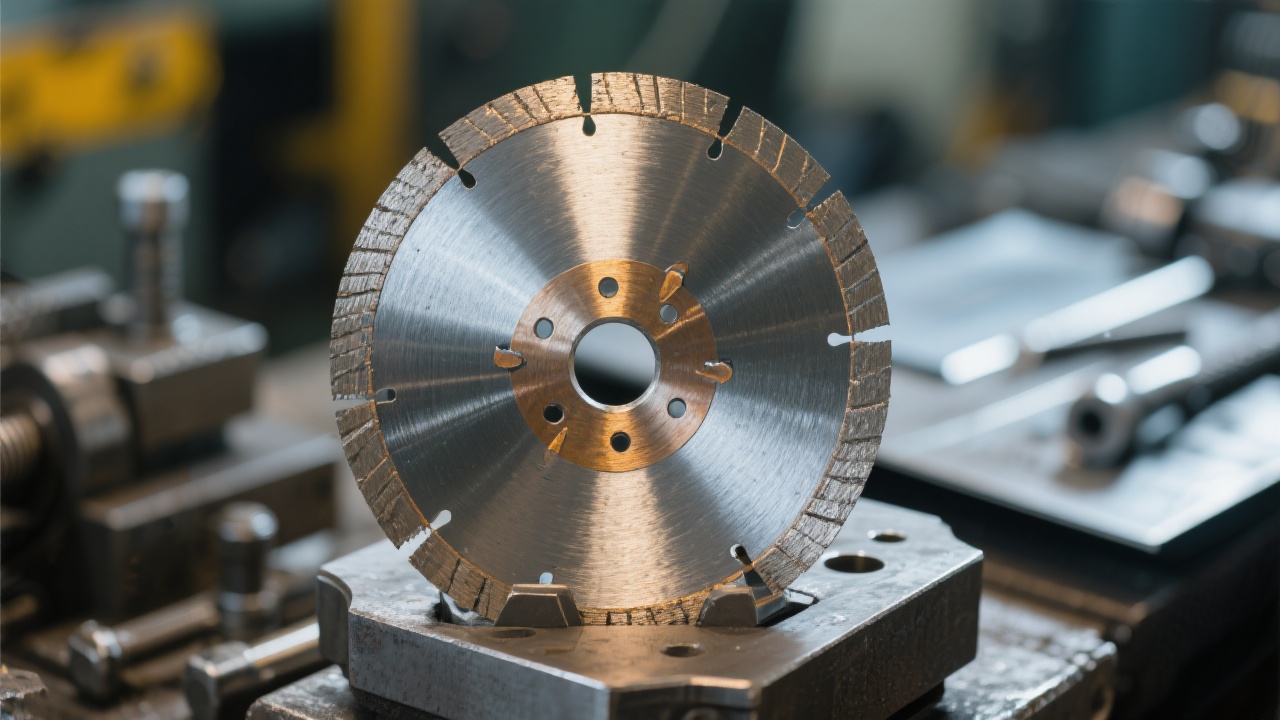
Sur chantier comme en atelier, une lame de 400 mm brasée (brasage fort) à diamant est souvent choisie pour une raison simple : elle doit tenir un rythme élevé, garder la trajectoire, et limiter les arrêts (refroidissement, réaffûtage, remplacement). Pourtant, deux lames “400 mm” peuvent produire des résultats très différents selon la qualité du brasage, la conception de la base alliée et la gestion thermique/vibratoire.
Les solutions industrielles d’youde superhard s’appuient sur un procédé de brasage à liaison renforcée et une base en alliage optimisée, afin d’améliorer la tenue des grains, la stabilité de coupe et la durée de service sur des matériaux difficiles comme le béton, le granite et certaines pierres techniques.
Le brasage (souvent à base d’alliages argentés ou cuivreux) crée une liaison métallurgique entre le segment et la base. L’intérêt d’un brasage à liaison renforcée n’est pas de “faire joli” : c’est de réduire la perte de diamant sous charge (arrachement), tout en conservant une exposition suffisante des grains pour que la coupe reste agressive.
À retenir pour les achats : en usage intensif, la performance se joue souvent sur la constance. Une meilleure liaison au niveau du brasage peut se traduire par moins d’arrêts et une finition plus régulière sur toute la campagne de coupe, surtout sur matériaux abrasifs ou hétérogènes.
Dans les environnements BTP, la lame subit chaleur, chocs, poussières et variations d’effort. Une approche brasée correctement maîtrisée vise à maintenir la résistance au cisaillement et la tenue en température au niveau de l’interface.
| Point de comparaison | Brasage renforcé (400 mm) | Assemblage standard (selon conception) |
|---|---|---|
| Tenue des grains diamant | Plus stable sous charge, réduction des arrachements | Plus sensible aux pics d’effort et aux chocs |
| Régularité de coupe | Trajectoire plus constante, moins de “saut” | Variabilité plus élevée selon l’usure |
| Tolérance thermique | Meilleure tenue si refroidissement bien géré | Risque d’échauffement local et de fatigue |
| Coût total d’usage | Souvent optimisé via moins d’arrêts et plus de productivité | Peut augmenter si remplacements fréquents |

Une lame performante ne dépend pas uniquement du “diamant” en tant que matière. Ce qui compte, c’est comment les grains sont choisis, répartis et soutenus par la base en alliage. En coupe de matériaux durs, l’objectif est d’obtenir une attaque franche sans surchauffe, avec une usure progressive plutôt que brutale.
À titre indicatif, des grains autour de 30/40 à 40/50 mesh sont souvent recherchés quand on vise une coupe efficace sur béton et pierre dure, tandis que des granulométries plus fines améliorent la finition mais peuvent ralentir l’avance si l’évacuation des copeaux est insuffisante. L’enjeu réel est la cohérence entre la granulométrie, la densité d’implantation et la rigidité de la base.
Une densité plus élevée peut stabiliser la coupe et répartir la charge, mais exige une bonne évacuation thermique. En pratique, cela aide à limiter les “points chauds” et à conserver une progression régulière.
Une base alliée de qualité vise un équilibre entre rigidité (précision) et capacité d’absorption (anti-fissuration). Cela impacte directement le faux-rond dynamique et la stabilité à régime élevé.
Béton armé, granite, dalles compactes : chaque matériau renvoie un “profil d’effort” différent. Une lame optimisée doit éviter à la fois le polissage (perte d’attaque) et l’arrachement (perte de diamant).
Repère opérationnel : sur une lame 400 mm correctement dimensionnée, une plage de vitesse périphérique courante se situe autour de 60–80 m/s selon la machine et l’application. Une vitesse mal adaptée accélère l’échauffement et réduit la tenue du segment.
Sur les matériaux durs, la chaleur est l’ennemi silencieux. Quand la température locale grimpe trop, on observe des symptômes bien connus : vitrification (la lame “glisse”), baisse de vitesse d’avance, odeur de brûlé en coupe à sec, et fatigue de la base. Une structure de dissipation (fentes, canaux, géométries favorisant l’écoulement d’air/eau) sert à évacuer la chaleur et les fines.
| Élément de design | Effet visé | Impact métier |
|---|---|---|
| Fentes / rainures de dilatation | Limiter la déformation et les tensions | Trajectoire plus droite, moins de blocage |
| Canaux d’évacuation | Sortie des fines/copeaux, baisse du frottement | Avance plus fluide, consommation d’énergie réduite |
| Géométrie favorisant l’air/eau | Refroidissement plus constant | Durée de service plus stable en production |
Dans des conditions typiques de coupe, un meilleur refroidissement peut maintenir la zone de travail dans une plage thermique plus favorable ; sur certains cycles à sec, des retours terrain rapportent une baisse de 15–30 % des symptômes de surchauffe (vitrification, perte d’attaque) lorsque la lame et le régime machine sont correctement accordés.
La vibration n’est pas qu’un inconfort. Elle dégrade l’état de surface, augmente le risque de micro-fissures sur la base, fatigue l’opérateur et peut générer des écarts de coupe. Les solutions orientées industrie intègrent des structures anti-vibration (géométries de fentes, équilibrage, rigidité ciblée) pour réduire les oscillations et améliorer la stabilité.
Un ensemble lame + machine bien réglé se reconnaît à une coupe “calme” : moins de marques en ondulation, moins de dérive, et une montée en température plus lente. Dans les ateliers, une réduction de vibration perceptible se traduit souvent par moins de retouches et une meilleure répétabilité en série.

Le fait qu’une lame supporte le mode humide et le mode à sec ne signifie pas que les paramètres restent identiques. En mode humide, l’eau améliore l’évacuation des fines et stabilise la température ; en mode à sec, la gestion thermique et la ventilation deviennent déterminantes. Les lames 400 mm brasées bien conçues visent une polyvalence, mais la meilleure performance vient d’un réglage adapté au matériau et à la machine.
Idéal pour béton dense, granite et coupe longue. Il aide à maintenir la constance et à limiter la poussière. Les utilisateurs observent souvent une usure plus régulière et un meilleur confort.
Utile lorsque l’eau est impossible (site sensible, contraintes logistiques). Il exige des pauses de refroidissement et une avance maîtrisée pour éviter la vitrification et les chocs thermiques.
Pour de nombreux acheteurs industriels, le marquage CE n’est pas un argument marketing, mais une base de conformité (sécurité, informations techniques, traçabilité documentaire selon le périmètre applicable). Dans une démarche sérieuse, cela s’accompagne d’un contrôle process : stabilité dimensionnelle, cohérence des lots, et validation des performances en conditions représentatives.
« Après passage sur granite et béton armé, la coupe est restée stable et la lame a gardé une bonne agressivité sans dérive notable. Le point clé a été le réglage vitesse/avance et l’arrosage continu. » — retour utilisateur (atelier de sciage, Europe)
En environnement municipal, la coupe est rarement “propre” : matériaux composites, densités variables, parfois armatures. Une lame 400 mm brasée avec bonne dissipation et stabilité de base aide à conserver une trajectoire nette, surtout lors des reprises. Les gains se mesurent souvent en temps de cycle et en réduction des incidents (blocage, dérive, surchauffe).
En pierre, la priorité est la constance et l’état de surface. La combinaison granulométrie adaptée + densité maîtrisée + base alliée stable évite une coupe “nerveuse” qui marque le matériau. À paramètres optimisés, certains ateliers observent une amélioration de 10–20 % de la régularité de production (moins de retouches, moins de variations entre pièces).
Pour un résultat fiable, la sélection se joue sur l’application réelle (béton/armé, granite, épaisseur, mode humide/sec, régime machine). L’équipe youde superhard propose une solution avec service de personnalisation (granulométrie, design, paramètres d’usage) et une garantie de service après-vente orientée production.
.png?x-oss-process=image/resize,h_600,m_lfit/format,webp)


 444
|
444
|
 disque diamanté soudé 400H
technologie de coupe en pierre
efficacité de découpe
résistance à l'usure
applications industrielles du diamant
disque diamanté soudé 400H
technologie de coupe en pierre
efficacité de découpe
résistance à l'usure
applications industrielles du diamant
 277
|
équipements de découpe secs et humides
maintenance des outils de découpe
sélection de lames diamantées
prévention corrosion découpe
surveillance vibrations équipements
219
|
Entretien des scies à diamant
Nettoyage des scies brasées
Techniques de stockage des scies
Détection des usures des scies
Youde Super Hard 400H
168
|
entretien disque diamanté
vibrations disque diamanté
usure disque diamanté
maintenance couteau diamanté
diagnostic disque diamanté
396
|
Application des disques de scie diamantés brasés
Solutions de coupe de pierres
Dimensions de personnalisation des disques de scie
Outils de coupe pour la construction
Disques de scie de coupe haute intensité
277
|
équipements de découpe secs et humides
maintenance des outils de découpe
sélection de lames diamantées
prévention corrosion découpe
surveillance vibrations équipements
219
|
Entretien des scies à diamant
Nettoyage des scies brasées
Techniques de stockage des scies
Détection des usures des scies
Youde Super Hard 400H
168
|
entretien disque diamanté
vibrations disque diamanté
usure disque diamanté
maintenance couteau diamanté
diagnostic disque diamanté
396
|
Application des disques de scie diamantés brasés
Solutions de coupe de pierres
Dimensions de personnalisation des disques de scie
Outils de coupe pour la construction
Disques de scie de coupe haute intensité








.png?x-oss-process=image/resize,h_600,m_lfit/format,webp)
