
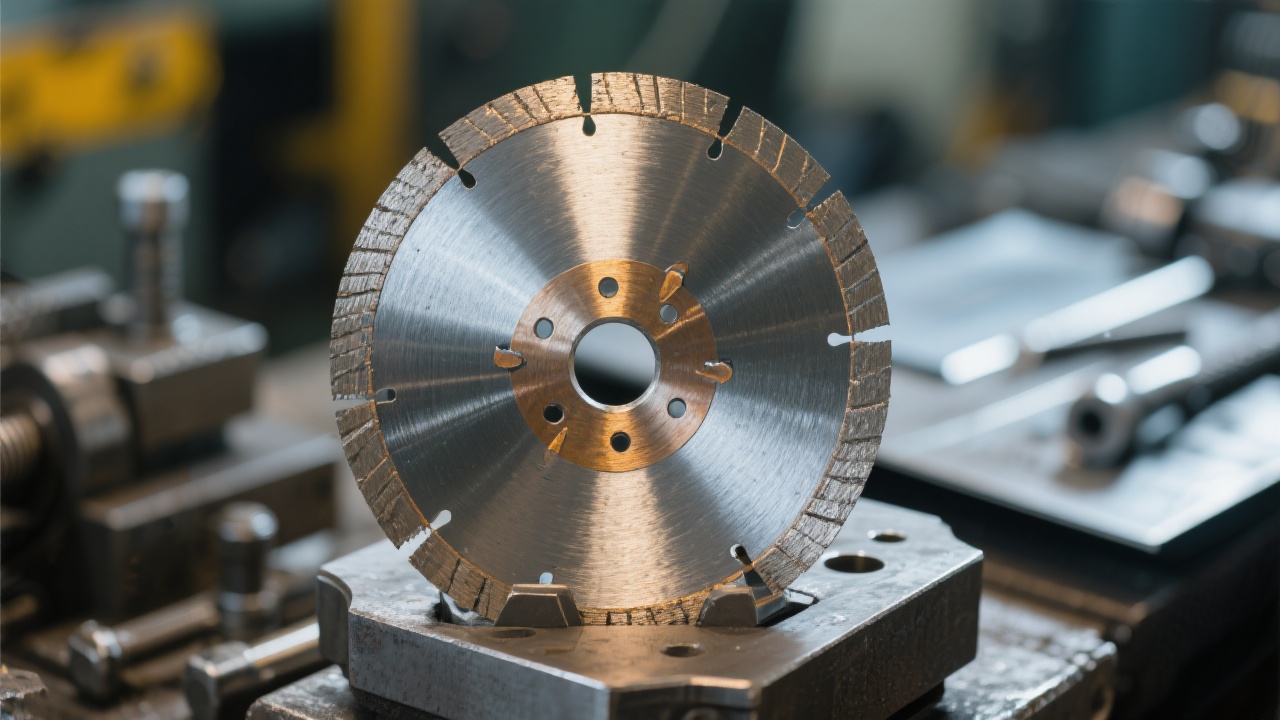
在混凝土、花岗岩、大理石等高硬度材料切割场景中,锯片的失效往往不是“切不动”,而是切到一定深度后出现掉砂、发蓝、跳刀、崩边与寿命波动。河南优德超硬工具有限公司的400毫米钎焊金刚石锯片,围绕增强结合钎焊技术、合金基体结构、散热与减震系统进行系统化优化,目标是提升单位时间切削效率与连续稳定性,并兼顾干湿切割的适配性。
钎焊金刚石锯片的关键在于:让金刚石颗粒在高冲击、高热负荷下依然保持有效出刃与可靠固持。所谓增强结合钎焊,通常通过优化钎料体系、润湿性与界面反应层,形成更稳定的化学/冶金结合,从而提高颗粒抗拔出能力与热循环耐受性。
技术提示(参考数据):在同等工况下,增强结合钎焊的金刚石颗粒固持力可提升约20%–35%,高温界面稳定性提升约15%–25%(不同材料与工况存在差异,建议以样切数据校准)。
400毫米规格常用于切割深度与线速度要求较高的工业场景。颗粒排列与出刃控制,会直接影响切削力、排屑与热生成。增强结合钎焊工艺通常通过颗粒分布均匀化与出刃一致性控制,减少“局部过载”的概率,让切割阻力更平稳。
对于混凝土与天然石材这类非均质材料,稳定的出刃还有一个“隐性收益”:切削载荷波动更小,设备振动与刀头微崩风险随之降低,尤其在长行程直切、连续开槽等工况下更明显。
锯片基体不仅是“承载刀头”的钢片,更是决定运行平稳与安全裕度的核心部件。400毫米直径在中大型设备上常见,基体结构需要同时兼顾:切割刚性、热变形控制、抗疲劳与高速动态平衡。
在高负荷切割时,锯片边缘温升会带来热膨胀与应力集中。通过合金钢基体与针对性的热处理,能提升抗屈曲能力与回弹韧性,减少热引起的侧摆。实际应用中,建议将切割线速度控制在设备推荐范围内(例如45–70 m/s),可更好平衡效率与温升。
对B2B用户而言,“寿命波动”往往比寿命绝对值更难管理。更好的同心度与动平衡,可以减少轴承负担、降低噪声与刀头冲击,帮助设备维持更稳定的切削参数窗口,尤其适合连续生产与工地高频作业。
在硬质材料切割中,热与振动是两条最常见的失效路径:热导致钎焊界面疲劳、基体应力叠加;振动导致微裂纹扩展、崩边与切口质量下降。该类锯片通常通过几何结构优化,将热与振动分散到更可控的区域。

通过散热槽/散热片结构增加对流面积,并为热膨胀提供释放路径,可以降低边缘热峰值与热应力集中。参考经验数据,在同等切割节奏下,结构优化可使刀头区域峰值温度下降约40–90℃(与材料、进给速度、冷却条件强相关)。
减震设计的价值不止是“更安静”,更关键的是让切割轨迹更可控、切口更直、崩边更少。对石材台面加工、建筑结构开槽等需要边缘质量的工况,减震能直接转化为更低的返工率与更高的有效产出。
400毫米钎焊金刚石锯片常被用于工地与工厂两类环境:工地更偏向灵活的干切,工厂更偏向稳定的湿切。双模式适配的核心,是在刀头散热、排屑与基体稳定之间取得平衡,并给出可执行的参数建议。
| 模式 | 更适合的场景 | 参考参数(可后续按设备修正) | 关键注意点 |
|---|---|---|---|
| 湿切 | 花岗岩/大理石板材、工厂连续切割、需要高表观质量 | 线速度 50–70 m/s;进给 0.6–1.5 m/min(视硬度调整) | 确保稳定供水与排浆;避免“断水瞬间高负荷” |
| 干切 | 工地混凝土开槽、应急作业、移动式切割设备 | 线速度 45–60 m/s;分段切割 20–40 秒/次,间隔空转散热 | 关注粉尘治理;避免长时间满负荷连续干切 |
视频演示元素建议:在页面中加入“混凝土干切开槽”“花岗岩湿切直切”两段短视频(各15–30秒),突出切割平稳度、排屑与切口边缘效果,能显著提升认知阶段用户的停留与询盘转化。
工业耗材的国际采购,通常需要在样品阶段就对齐质量标准、批次一致性与合规文件。该类产品通常会以过程控制与终检结合,覆盖来料、钎焊一致性、动平衡与外观缺陷等环节,并匹配出口市场对安全与合规的要求。

采购沟通要点(建议写入RFQ):提供目标材料(如C30–C45混凝土/花岗岩硬度范围)、设备功率与主轴转速、期望切深与节拍、干切或湿切、是否需要低噪与低崩边优先。信息越完整,越容易做出更贴合的颗粒级配与基体结构匹配。
在真实工况中,用户更关心三件事:切得快不快、切口好不好、一天能不能稳定切完。以常见材料为例,增强结合钎焊锯片通常在“切削效率”和“连续稳定性”上更具优势,适合需要更高产出、且不希望频繁停机更换的场景。
| 材料 | 常见挑战 | 增强结合钎焊的应对方式 | 现场可观察的结果 |
|---|---|---|---|
| 混凝土(含钢筋概率) | 冲击载荷大、温升快、易跳刀 | 更强颗粒固持力+减震结构分散冲击 | 切入更稳、切割声更均匀、掉砂概率降低 |
| 花岗岩 | 硬度高、磨耗快、易发热 | 散热结构降低热峰值+稳定出刃保持效率 | 切削阻力更稳定、切口更直、寿命波动更小 |
| 大理石 | 对崩边敏感、边缘质量要求高 | 减震与颗粒分布均匀化降低微崩 | 边缘更干净、后道打磨时间缩短 |
对维护而言,建议将“热管理”作为第一优先级:干切时采用分段切割与空转散热,湿切时保证稳定供水与排浆;其次是安装面清洁与法兰盘压紧一致,能显著减少偏摆导致的异常磨耗。
B2B采购常见的难点是:同样是“400毫米锯片”,不同设备功率、主轴刚性、材料配方与切割节拍都会带来完全不同的结果。更有价值的做法,是把锯片当作系统部件来匹配:颗粒粒度与浓度、工作层高度、基体结构与散热槽方案、干湿切使用策略等,都应与目标工况联动调整。
对海外客户而言,完善的售后不只是“出问题再处理”,而是前置的参数建议、样切对标与批次一致性承诺。对于需要导入生产线的客户,建议以小批量试切(例如5–20片)建立基准数据,再按KPI(单刀切割米数、每小时产出、切口合格率)推进规模采购。
提交材料类型、切割方式(干切/湿切)、设备功率与目标切深,获取更贴合工况的选型与参数建议,并可对接定制方案与售后支持。
获取《400毫米钎焊金刚石锯片》选型与定制建议支持CE合规资料对接、样切验证与批次一致性需求沟通。

 137
|
137
|
 ISO 9001锯片认证
金刚石锯片选择指南
工业切削刀具趋势
钎焊金刚石锯片
花岗岩切割解决方案
ISO 9001锯片认证
金刚石锯片选择指南
工业切削刀具趋势
钎焊金刚石锯片
花岗岩切割解决方案










.png?x-oss-process=image/resize,h_600,m_lfit/format,webp)





